Time: Popularity:0times
The quality of thermal spraying is inextricably linked to the pretreatment process – proper pretreatment provides a core guarantee for high-quality thermal spraying; any oversight in the pretreatment stage will hinder the achievement of ideal results, no matter how excellent the subsequent spraying. Among these processes, sandblasting, as a core step in pretreatment, directly affects the surface condition of the substrate and the adhesion of the coating. This article will break down the sandblasting process in thermal spraying pretreatment from a practical perspective, providing industry practitioners with actionable technical references.
Sandblasting pretreatment of the substrate surface essentially utilizes the high-speed jetting of high-hardness abrasive particles to create a scouring, chiseling, and hammering effect on the substrate surface. This process not only efficiently removes contaminants such as rust, scale, burrs, weld slag, and old ceramic coatings, but also creates a fresh, active surface with suitable roughness, achieving a triple effect of "purification, roughening, and activation." It is worth mentioning that sandblasting can also moderately alleviate the internal stress of the substrate material, helping to improve its fatigue strength. With its high processing efficiency, sandblasting is particularly suitable for surface pretreatment and on-site construction of large-area, high-volume products, making it the most widely used pretreatment method in the industrial field.
To achieve robust coating adhesion, the surface roughness of the substrate after sandblasting must meet specific standards, mainly reflected in two dimensions:
Generally, coating adhesion strength increases with increasing surface roughness, but when the Ra value exceeds 10μm, the strengthening effect significantly weakens. Practice has shown that the optimal roughness dimension should be 3/4 of the diameter of the sprayed powder, at which point the coating adhesion reaches its peak.
According to GB8923-88 "Rust Grades and Rust Removal Grades of Steel Surfaces Before Painting", the sandblasting and rust removal of steel materials during thermal spraying must achieve the highest grade Sa3.0 (the metal substrate is pure white, free of any foreign matter such as oil, grease, dust, and rust spots), and at least meet the next highest grade Sa2.5 (near white). During evaluation, the surface morphology and color after sandblasting must be compared and confirmed with standard grade images or samples.
Sandblasting gas pressure is a core factor affecting the internal stress of the substrate surface: high-pressure gas sandblasting can easily cause thin plates and long parts to twist and deform, and may also cause abrasive to embed into the surface of soft substrates such as aluminum, zinc, and Babbitt metal; however, as the pressure increases, the surface activity of the substrate will increase, the roughness value will increase, and the sandblasting efficiency will also improve. Specific pressure selection must be adapted to the substrate material: For steel, stainless steel, and alloy steel workpieces, the gas pressure should be ≥0.5MPa; for soft substrate workpieces, it should be controlled at ≤0.3MPa to avoid damaging the substrate.
Sandblasting distance has the greatest impact on processing efficiency and is also related to surface roughness:
Substrate hardness > 45HRC: Recommended distance 100mm~150mm
Substrate hardness 25HRC~45HRC: Recommended distance 150mm~200mm
Soft substrate hardness < 150HB: Recommended distance 250mm~300mm
Angle mainly affects surface roughness: When the angle increases from 30° to 75°, the roughness gradually increases, while 70°~80° is the optimal range for balancing roughness and processing uniformity.
As blasting time increases, the surface activity of the substrate continues to improve, but it tends to saturate around 20 seconds. Generally, to achieve a surface roughness of Sa3. a blasting time of 5-10 seconds is sufficient.
High-quality blasting abrasives must meet the requirements of being "clean, dry, and having sharp edges." The use of recycled abrasives from shot blasting of castings is strictly prohibited. Abrasives undergo varying degrees of fragmentation during blasting. Excessive fine powder reduces blasting efficiency, affects coating adhesion, and pollutes the environment. Therefore, when the abrasive fragmentation rate exceeds 20%, fine powder must be sieved out, cleaned, and dried before reuse. A 50% recycled abrasive + 50% new abrasive mixture is recommended, which saves costs while ensuring effectiveness.
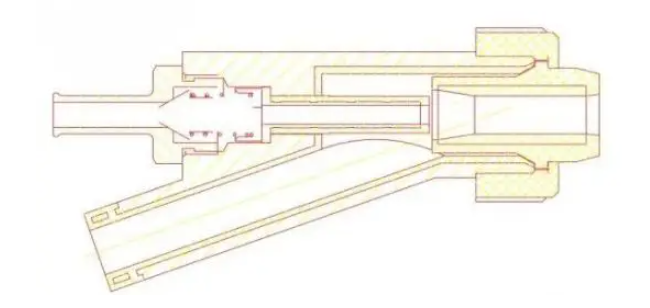
The core principle of a jet suction sandblasting machine (also known as a suction type) is: compressed air creates negative pressure in the suction chamber of the sandblasting gun, drawing in abrasive particles through the abrasive pipe, which are then ejected from the nozzle with the airflow, achieving surface roughening of the workpiece. This equipment has a simple structure and is easy to use, suitable for sandblasting small areas, thin-walled parts, and non-ferrous metals. However, it has a low abrasive particle intake and low ejection speed, resulting in relatively low sandblasting efficiency. Its working process is as follows: a high-speed airflow is ejected from the air nozzle to create negative pressure, drawing in abrasive material through the suction pipe from the conical hopper of the sandblasting box. The abrasive material is accelerated in the airflow and then ejected onto the workpiece surface. The impacted abrasive particles are collected in a closed sandblasting cabinet, sieved through a screen, and fall into a funnel for recycling until the abrasive material breaks down and becomes ineffective. Jet suction sandblasting machines are available in small, manually operated models and medium-sized, automated models. They are suitable for non-metallic abrasives with relatively low density and require high-pressure compressed air of 0.52MPa~0.7MPa. They offer outstanding flexibility for localized sandblasting treatments.
A pressure sandblasting machine uses compressed air pressure and the weight of the sand particles to force the sand particles from a pressure tank (a sealed pressure vessel) into the blasting pipe. The compressed air then propels the sand particles out of the nozzle at high speed, roughening the surface of the workpiece. Its core components include a compressed air supply system, a pressure tank (sand tank), a sand pipe, and a blasting gun. The sand tank, as a key piece of equipment, typically has a capacity between 0.01 m³ and 2 m³, and the air pressure inside is generally maintained at around 0.7 MPa. Compared to jet blasting, pressure sandblasting machines offer higher sandblasting efficiency and stronger processing capacity, making them more suitable for sandblasting large areas and batches of workpieces. They are the main equipment for batch pre-processing in industrial production.
While sandblasting offers significant advantages, it also has certain limitations and should be avoided in the following application scenarios:
* Not suitable for pre-machined parts or parts requiring high precision, to avoid dimensional deviations;
* Cannot directly remove sticky or elastic contaminants such as grease, oil, and asphalt (wet sandblasting can be used instead);
* Sandblasting is not suitable for deep grooves or enclosed cavities of complex parts, as it can easily lead to abrasive buildup;
* Sandblasting generates residual compressive stress on the workpiece surface (more pronounced with steel shot and glass bead sandblasting), which, while improving fatigue strength, can alter the electromagnetic properties of electrical components such as the silicon steel core of motors, causing adverse effects;
* Both jet-type and centrifugal sandblasting machines have certain limitations on workpiece size. Centrifugal sandblasting machines are only suitable for processing large batches of the same type of parts, resulting in poor production flexibility;
* The sandblasting process generates a large amount of dust and noise, requiring the use of wet sandblasting, recycling-type environmentally friendly sandblasting equipment, or sandblasting rooms to effectively control dust and noise.
Sandblasting, as a core step in the pretreatment process for thermal spraying, directly determines the coating adhesion strength and the overall quality of the thermal spraying. From surface roughness control and gas pressure adjustment to the precise matching of blasting distance, angle, and time, and further to abrasive selection and equipment compatibility, every detail needs to be scientifically controlled in conjunction with the substrate material, workpiece requirements, and production scenario. At the same time, the limitations of the sandblasting process must be acknowledged, and appropriate treatment methods and equipment should be selected based on actual needs, with environmental protection measures implemented when necessary. Only by fully mastering and optimizing the key points of the sandblasting process can a solid foundation be laid for the thermal spraying process, ultimately achieving a stable improvement in the quality of thermally sprayed products.





Company Phone
+86-21-6420 0566
Working hours
Monday to Friday
Mobile phone:
13816217984
Email:
info@qinsun-lab.com
